發(fā)布時間:2025-02-26
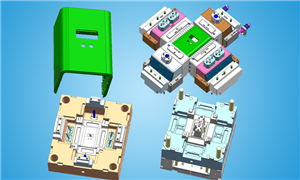
塑膠零件的外,、內(nèi)部形狀是由型腔和型芯直接形成的,這些復雜的三維曲面的加工比較困難,,特別是對于型腔盲孔成型表面的加工,,如果采用傳統(tǒng)的加工方法,,不僅工人技術(shù)水平高,還需要輔助工夾具多,、刀具多,,加工周期長。
精度和表面質(zhì)量要求高,,使用壽命長,。
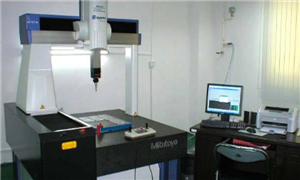
目前塑膠外殼尺寸精度一般為IT6-7,表面粗糙度Ra0.2-0.1μm,,對應(yīng)注塑模具零件尺寸精度要求為IT5-6,,表面粗糙度Ra0.1μm以下。
光盤的激光記錄面的粗糙度要達到鏡面加工水平的0.02-0.01μm,,這就要求模具的表面粗糙度在0.01μm以下,,長壽命的塑膠外殼模具是提高效率、減小成本所必需的,,目前塑膠外殼模具的使用壽命一般要求在100萬次以上,。
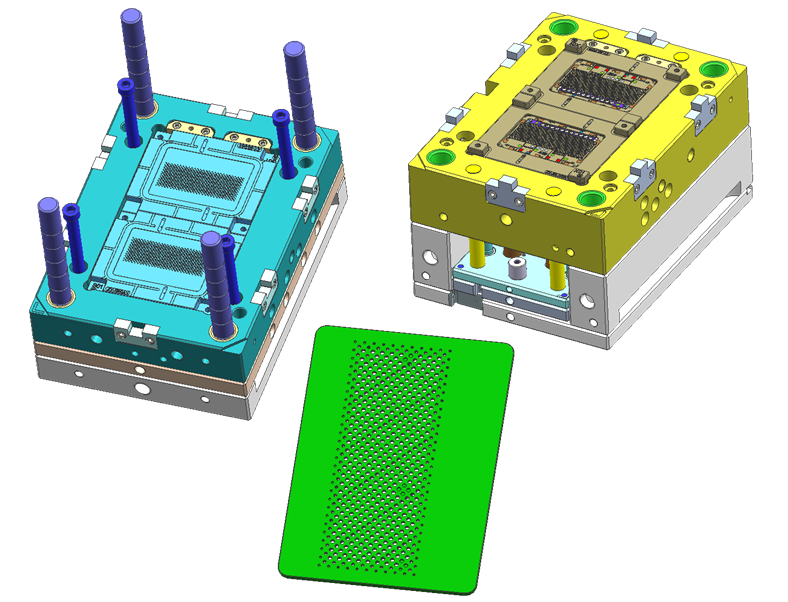
對于精密塑膠外殼模具,應(yīng)采用剛性大模架,,增加模板厚度,,并增加支撐柱或錐形定位元件,防止模具受壓后變形,,有時內(nèi)壓可達100MPa,。
頂出裝置是影響塑膠外殼變形和尺寸精度的重要因素,應(yīng)選擇[敏感詞]頂出點,,使脫模各處均勻,。高精度注塑模具在結(jié)構(gòu)上大多采用鑲嵌式或全鑲嵌式結(jié)構(gòu),這就要求模具零件的加工精度和互換性都大大提高,。
工藝流程長,,制造時間緊,。
對塑膠外殼而言,大部分都是和其他部分配套組成的一體化產(chǎn)品,,很多時候其他部分已經(jīng)完成,,等待注塑件的匹配上市。由于塑膠外殼的形狀或尺寸的精度要求很高,,并且由于樹脂材料的特性不同,,模具制造出來后,需要反復測試和修改,,這使得開發(fā)和交付時間很緊張,。
異地設(shè)計以及制造。
模具制造不是最終目的,,最終的塑膠外殼設(shè)計是用戶提出來的,,模具制造廠家根據(jù)用戶的要求設(shè)計制造模具,大多數(shù)情況下產(chǎn)品的注塑生產(chǎn)也是在其他廠家,。導致產(chǎn)品設(shè)計,、模具設(shè)計制造、產(chǎn)品生產(chǎn)都在異地進行,。
專業(yè)分工,,動態(tài)組合。
模具生產(chǎn)批量小,,一般屬于單件生產(chǎn),,但是模具需要很多標準件,從模板到頂針,,單靠一家廠商做不到也不可能做到,,而且制造工藝復雜,普通設(shè)備和數(shù)控設(shè)備的使用極不均衡,。采用傳統(tǒng)的加工方法,,不僅要求工人技術(shù)水平高,輔助工裝夾具多,、刀具多,,而且加工周期長。








備/監(jiān)控器3.jpg)
療器材類/假牙清潔器殼.jpg)