發(fā)布時間:2024-04-29
深孔鉆削的制作工藝廣泛應(yīng)用于注塑模具加工中,這種方法需要一個專用數(shù)控車床或其他數(shù)控車床與深孔鉆削設(shè)備聯(lián)接,,如數(shù)控車床,。銑削在平面上的實際操作與普通刨床或數(shù)控車床有四個不同的方面:
①數(shù)控車床的鉆孔深度可以很大。
②鉆頭的支撐點可以很靠近產(chǎn)品工件,,像銑削工裝夾具,。
③鉆頭的切削刃立即遭受工作壓力潤濕和冷卻。
④鉆頭無需預(yù)鉆即可鉆通固態(tài)原材料,。
深孔鉆模具加工的加工工藝特點:
1、槍鉆原材料
深孔鉆模具加工由硬質(zhì)合金刀具制成的鉆頭的工作中端,。比彈簧鋼更硬,,使用壽命更長。頭頂部是用錫焊焊接成一根長的無縫鋼管上,,無縫鋼管的另一端被固定在數(shù)控車床的夾頭頂,。工作中端全新升級時,長約40 mm,,切削刃口可重磨,,直到剩余長度不能在孔內(nèi)起到導向性功效。工作中端越少,,偏差的風險就越大,。
2,、鉆頭的切削刃
切削刃的切削角度在于要切削的原材料,短刃30°左右,,長刃20°左右,。這是麻花鉆頭和深孔鉆的顯著區(qū)別。沒有鑿尖刃,,但是鉆頭很鋒利,,明文指定的V型切削刃緊緊圍繞著鉆頭管理中心和WV型槽轉(zhuǎn)動,使鉆頭保持在管理中心上,,即使切削刃遠離產(chǎn)品工件內(nèi)部的導向性套,,仍能工作。當深孔鉆模具加工的鉆頭逐漸進入產(chǎn)品工件時,,頭頂部和頂部的3/4圓柱體可以比麻花鉆頭上很窄的棱邊表現(xiàn)出更強的導向性,,有利于避免鉆頭偏移。
3,、鉆頭的準確定位
在模具加工中,,使用類似的銑削工裝夾具的方法來開展,銷孔歸屬于鉆頭,,隨鉆頭一起供應(yīng),。銷孔的導向性固定在出屑箱頂部的設(shè)備上,出屑箱用于收集返回到的冷卻液和切屑,,并準確定位鉆頭,。導向性面牢固地固定在產(chǎn)品工件的表層,使得從出屑槽回到的冷卻液和切屑能夠無泄漏地進入出屑箱,。
4,、切削刃的制冷
深孔鉆模具加工在鉆頭的整個長度上都有一孔,可以根據(jù)高壓吸入冷卻液,,冷卻液的進出口恰好在切削刃的后面,,對鉆頭進行制冷和潤濕,使孔的滾動摩擦減到最少,,冷卻液也可以按照鉆頭的扇型張開嘴,,沖破切屑。然后,,冷卻液從切屑中分離出來,,經(jīng)過過濾后再次吸進。








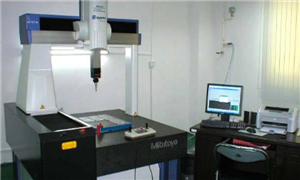
備/監(jiān)控器3.jpg)
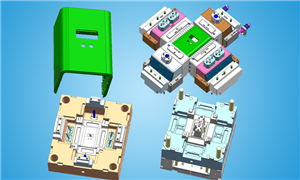
療器材類/假牙清潔器殼.jpg)